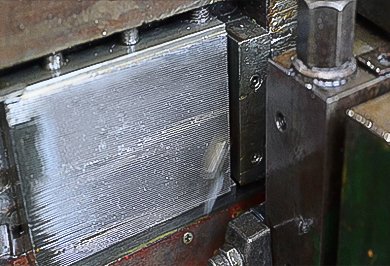
O encabeçamento a frio (extrusão) é um tipo de método de maquinagem com pouco ou nenhum corte, como a maquinagem de parafusos de cabeça sextavada e parafusos de cabeça sextavada com cabeça cilíndrica. Com o método de corte, a taxa de utilização do aço é de apenas 25%~35%, ao passo que com o método de encabeçamento a frio (extrusão), a taxa de utilização pode atingir 85%~95%, o que corresponde apenas a algum consumo do processo da cabeça, da cauda e do lado da cabeça hexagonal de corte.
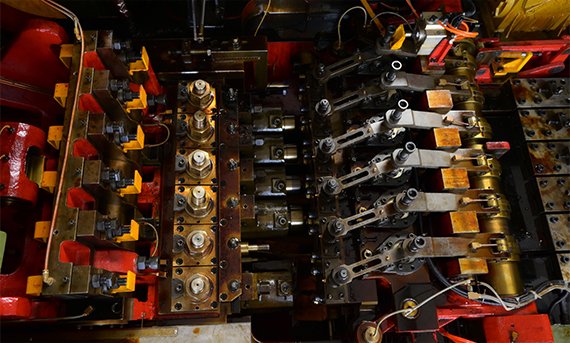
Produção automatizada
A utilização da tecnologia de extrusão a frio para substituir o corte no fabrico de peças pode aumentar a produtividade várias vezes, dezenas de vezes ou mesmo centenas de vezes. Os elementos de fixação (incluindo também algumas peças com formas especiais) adequados para a produção por extrusão a frio são basicamente peças simétricas, adequadas para a produção automática a alta velocidade de máquinas de extrusão a frio e também o principal método de produção em massa.
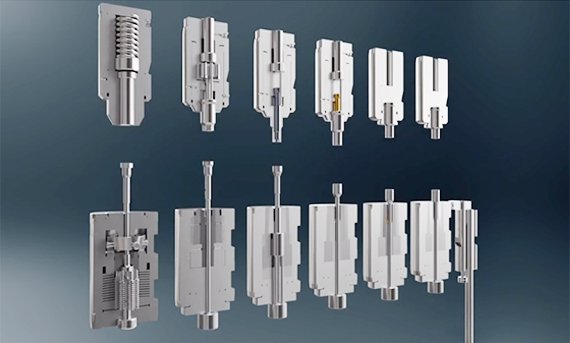
Melhorar o desempenho
As peças podem obter uma rugosidade superficial e uma precisão dimensional ideais. A precisão das peças pode atingir IT7~IT8, e a rugosidade da superfície pode atingir R0.2~R0.6. Por conseguinte, as peças processadas por extrusão a frio raramente são cortadas de novo, e só precisam de ser finamente moídas nos locais com requisitos elevados.
O endurecimento por trabalho a frio do metal após a extrusão a frio e a formação de uma distribuição razoável da linha de fluxo da fibra na peça tornam a resistência da peça muito superior à da matéria-prima.
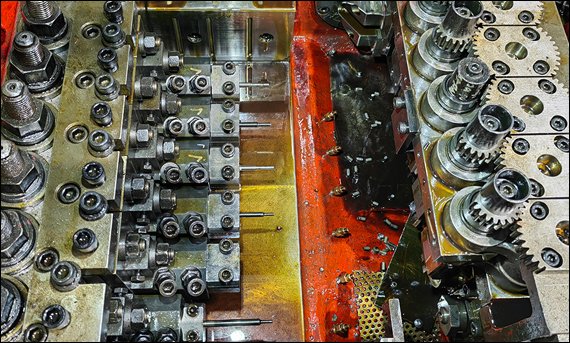
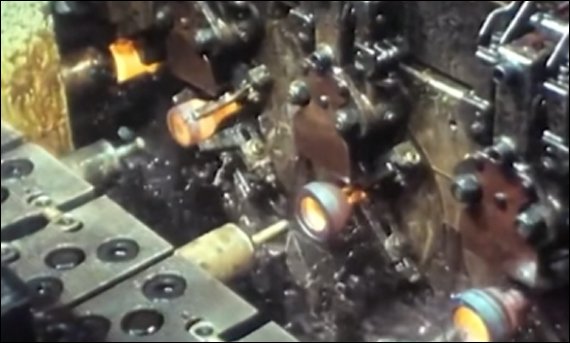
Processo de revolvimento a quente
Durante o torneamento a quente, o lingote é aquecido a uma temperatura acima do ponto de recristalização do metal por aquecimento por indução ou no forno de forjamento ou no forno. Esta temperatura extremamente elevada é necessária para evitar o endurecimento dos metais durante a deformação.
De um modo geral, as peças complexas são fabricadas por torneamento a quente.
Uma vez que o metal se encontra num estado plástico, mantém a ductilidade e a tenacidade e permite a deformação do material, pelo que é mais fácil de processar
PROCESSO DE TRATAMENTO DE SUPERFÍCIES
Os nossos serviços de acabamento de superfícies incluem: pintura, galvanoplastia, revestimento em pó, anodização, polimento,
óxido preto, revestimento de conversão, jato de grânulos, jato abrasivo.etc