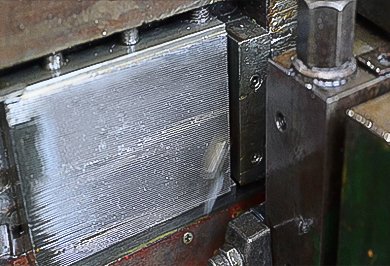
El estampado en frío (extrusión) es un tipo de método de mecanizado con poco o ningún corte, como el mecanizado de pernos de cabeza hexagonal y tornillos de cabeza hueca hexagonal con cabeza cilíndrica. Con el método de corte, la tasa de utilización de acero es sólo 25%~35%, mientras que con el método de cabeza fría (extrusión), la tasa de utilización puede ser tan alta como 85%~95%, que es sólo un poco de consumo de proceso de la cabeza, la cola y el lado de la cabeza hexagonal de corte.
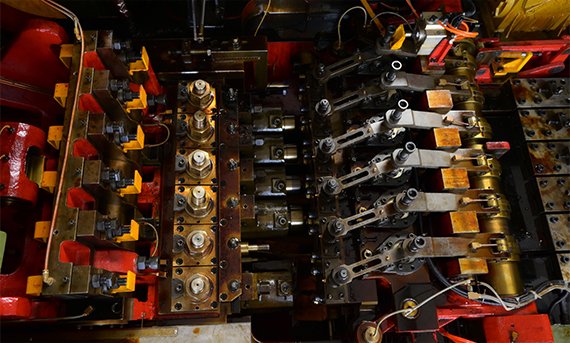
Producción automatizada
El uso de la tecnología de extrusión en frío para sustituir al corte en la fabricación de piezas puede aumentar la productividad varias veces, docenas de veces o incluso cientos de veces. Los elementos de fijación (que también incluyen algunas piezas de formas especiales) adecuados para la producción de estampación en frío (extrusión) son básicamente piezas simétricas, adecuadas para la producción de máquinas automáticas de estampación en frío de alta velocidad, y también el principal método de producción en masa.
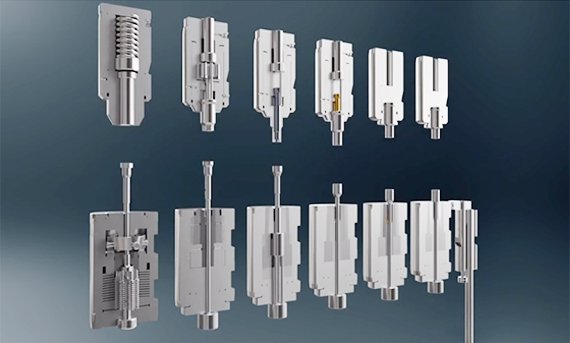
Mejorar el rendimiento
Las piezas pueden obtener una rugosidad superficial y una precisión dimensional ideales. La precisión de las piezas puede alcanzar IT7~IT8, y la rugosidad superficial puede llegar a R0,2~R0,6. Por lo tanto, las piezas procesadas por extrusión en frío rara vez se vuelven a cortar, y sólo necesitan un rectificado fino en los lugares con requisitos elevados.
El endurecimiento por deformación en frío del metal tras la extrusión en frío y la formación de una distribución razonable de las fibras en la pieza hacen que la resistencia de ésta sea muy superior a la de la materia prima.
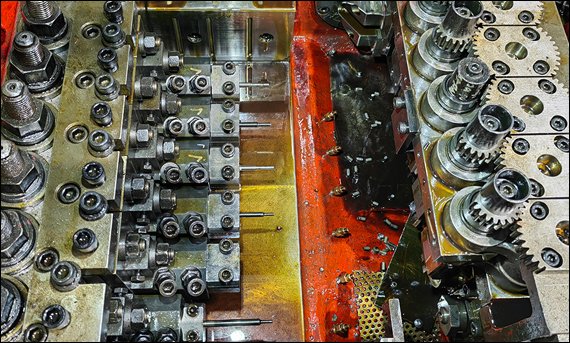
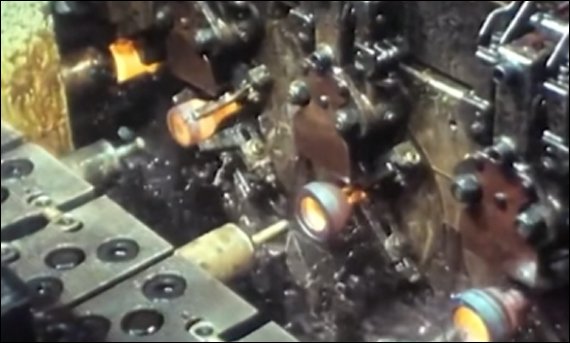
Proceso de recalcado en caliente
Durante el recalcado en caliente, el tocho se calienta hasta alcanzar una temperatura superior al punto de recristalización del metal por inducción o en el horno de forja. Esta temperatura extremadamente alta es necesaria para evitar el endurecimiento por deformación de los metales durante la deformación.
En general, las piezas complejas se fabrican por recalcado en caliente.
Como el metal está en estado plástico, mantiene la ductilidad y la tenacidad y permite la deformación del material, por lo que es más fácil de procesar
PROCESO DE TRATAMIENTO DE SUPERFICIES
Nuestro servicio de acabados superficiales incluye: pintura, galvanoplastia, recubrimiento en polvo, anodizado, pulido,
óxido negro, revestimiento de conversión, granallado, chorreado abrasivo, etc.