










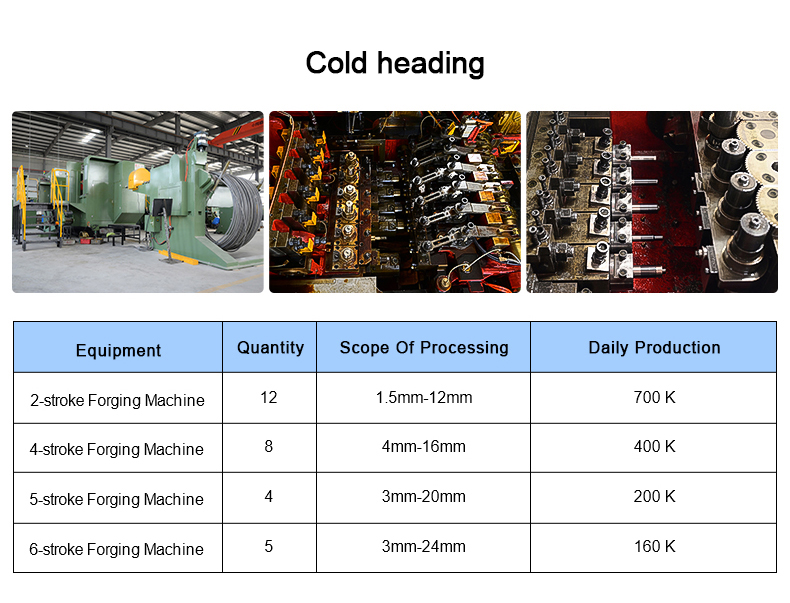
El proceso de estampado en frío es uno de los nuevos procesos de mecanizado a presión de menor o ningún corte
metal. Es un método de transformación que utiliza la deformación plástica del metal bajo la acción de
fuerzas externas y, con ayuda de moldes, redistribuye y transfiere el volumen de metal para formar
las piezas o formatos necesarios. El proceso de estampación en frío es el más adecuado para producir piezas estándar.
elementos de fijación como pernos, tornillos, tuercas, remaches, pasadores, etc.
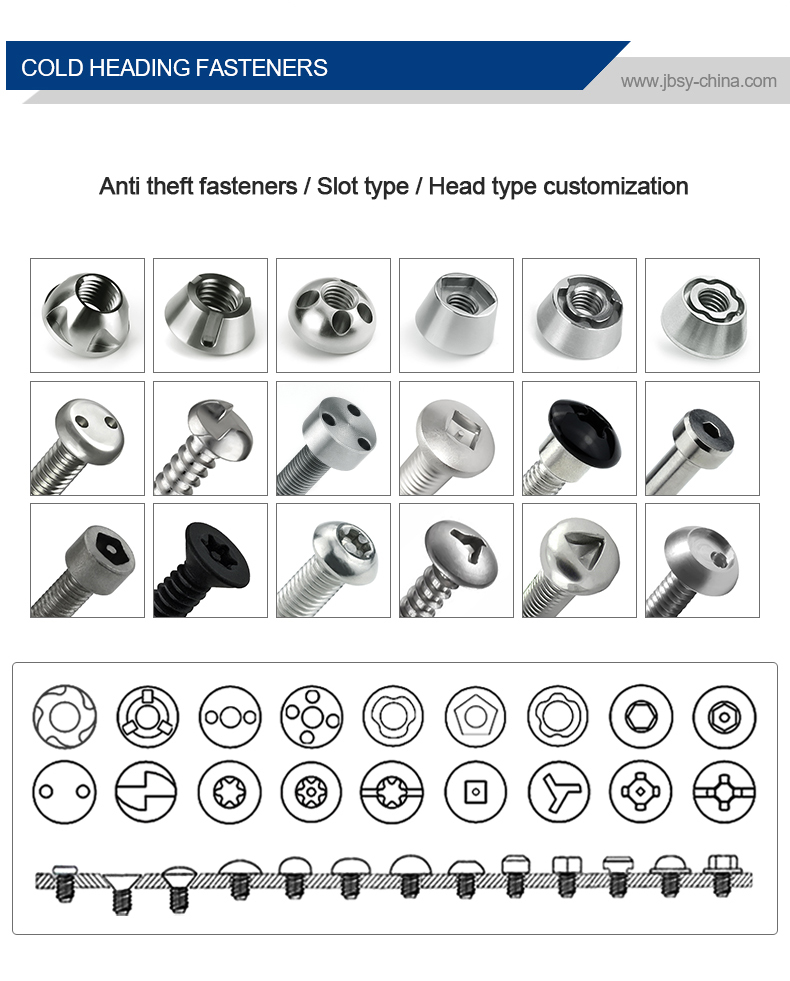
1. Definición fundamental
Una ranura de acero al carbono Tornillos de Chicago es un cierre mecánico especializado de dos partes que consiste en:
-
A puesto de rosca macho con cabezal de accionamiento ranurado
-
A barril roscado hembra con brida integrada
Estas fijaciones crean uniones seguras y enrasadas en aplicaciones que requieren un montaje/desmontaje repetido, manteniendo la integridad estructural.
2. Especificaciones materiales
-
Material de base: Acero de bajo a medio carbono (normalmente calidades 1008-1035)
-
Tratamientos superficiales:
-
Cincado (protección anticorrosión más común)
-
Óxido negro (para herramientas y aplicaciones industriales)
-
Niquelado (mayor resistencia al desgaste)
-
Sin tratar (para montajes provisionales o pintura)
-
4. 4. Propiedades mecánicas
-
Resistencia a la tracción: 45.000-70.000 psi (dependiendo del contenido de carbono)
-
Resistencia al cizallamiento: Aproximadamente 60% de resistencia a la tracción
-
Capacidad de par: 5-25 in-lbs (0,56-2,82 Nm) para tamaños estándar
-
Temperatura: -20°F a +250°F (-29°C a +121°C) sin tratar
- Tornillos Chicago ranurados de acero al carbono
5. Ventajas funcionales
-
Resistencia a las vibraciones: El bloqueo de la rosca impide que se afloje sola
-
Versatilidad de materiales: Compatible con:
-
Capacidad de servicio: Permite el desmontaje no destructivo
-
Acabado estético: Proporciona un aspecto limpio y profesional
7. Variantes especializadas
-
Versiones de seguridad: Requiere puntas de destornillador personalizadas
-
Tornillos de hombro: Secciones centrales no roscadas para aplicaciones rotativas
-
Equipado con junta tórica: Sellado integrado para juntas estancas
-
Cañón estriado: Modelos de apriete manual sin herramientas
8. Protocolo de instalación
-
Preparación del agujero:
-
Taladrar agujero de holgura (0,005″-0,010″ mayor que el diámetro exterior del cañón).
-
Avellane si es necesario (normalmente 82° para cabezas planas)
-
-
Proceso de montaje:
-
Introducir el cañón por el reverso
-
Enhebrar el poste a través de la materia prima
-
Tornillos Chicago ranurados de acero al carbono
-
10. Aplicaciones industriales
-
Transporte: Paneles interiores de aeronaves, revestimientos de automóviles
-
Defensa: Montaje de chalecos antibalas, accesorios de armas
-
Venta al por menor: Construcción de expositores
11. Análisis de costes
-
Coste unitario: $0,15-$2,50 según:
-
Volumen (se rompe a partir de 1.000 unidades)
-
Requisitos de revestimiento
-
Tolerancias de precisión
-
Valoraciones
No hay valoraciones aún.