Das Kaltstauchen (Strangpressen) ist eine Art von Bearbeitungsmethode mit wenig oder gar keinem Schneiden, wie z.B. die Bearbeitung von Sechskantschrauben und Innensechskantschrauben mit zylindrischem Kopf. Mit der Schneiden-Methode, die Auslastung der Stahl ist nur 25% ~ 35%, während mit dem kalten Kopf (Extrusion) Methode, die Auslastung kann so hoch wie 85% ~ 95%, die nur einige Prozess Verbrauch des Kopfes, Schwanz und Schneiden Sechskant Kopf Seite ist.
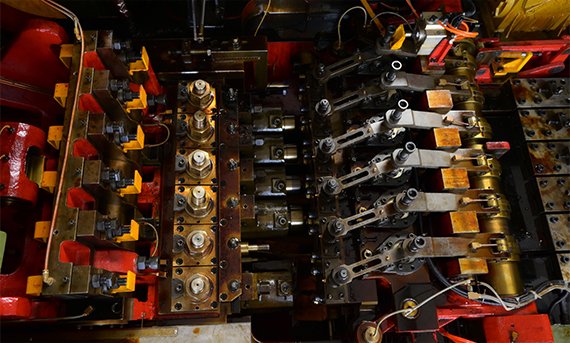
Automatisierte Produktion
Der Einsatz der Kaltfließpresstechnik anstelle des Schneidens zur Herstellung von Teilen kann die Produktivität um ein Vielfaches, Dutzendfaches oder sogar Hundertfaches erhöhen. Verbindungselemente (einschließlich einiger speziell geformter Teile), die sich für die Produktion im Kaltfließpressverfahren eignen, sind im Wesentlichen symmetrische Teile, die sich für die Produktion auf Hochgeschwindigkeitsautomaten eignen und auch die Hauptmethode der Massenproduktion darstellen.
Verbesserung der Leistung
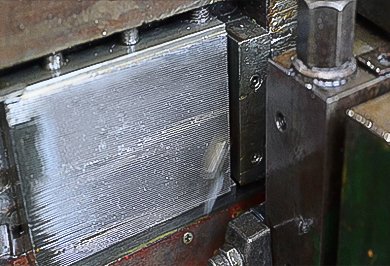
Die Teile können ideale Oberflächenrauhigkeit und Maßgenauigkeit erreichen. Die Präzision der Teile kann IT7~IT8 erreichen, und die Oberflächenrauhigkeit kann R0,2~R0,6 erreichen. Daher werden die durch Kaltfließpressen bearbeiteten Teile selten nachgeschnitten und müssen nur an den Stellen mit hohen Anforderungen fein geschliffen werden.
Durch die Kaltverfestigung des Metalls nach dem Kaltfließpressen und die Ausbildung einer angemessenen Faserverteilung im Teil ist die Festigkeit des Teils wesentlich höher als die des Rohmaterials.
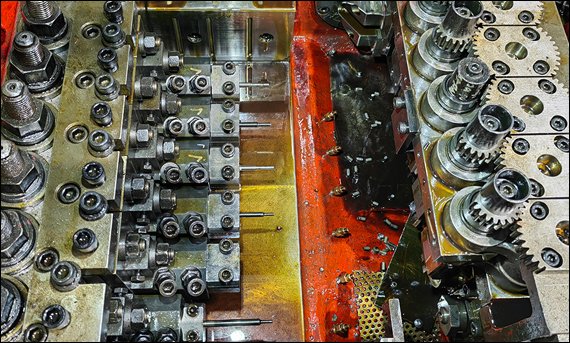
Heißstauchverfahren
Beim Warmstauchen wird der Knüppel durch Induktionserwärmung oder im Schmiedeofen auf eine Temperatur oberhalb des Rekristallisationspunktes des Metalls erhitzt. Diese extrem hohe Temperatur ist notwendig, um eine Kaltverfestigung der Metalle während der Verformung zu vermeiden.
Im Allgemeinen werden komplexe Teile durch Warmstauchen hergestellt.
Da sich das Metall in einem plastischen Zustand befindet, behält es seine Duktilität und Zähigkeit bei und lässt eine Verformung des Materials zu, so dass es leichter zu bearbeiten ist